.avif)

Design for Manufacture: A Founder’s Guide to Avoiding Costly Mistakes
You've got a product idea that makes sense. You've sketched it out, maybe had a prototype built, and people who've seen it are excited. So you start talking to manufacturers and that's when it gets complicated.
Suddenly there are questions you weren't expecting. Can this wall section be thinner? That undercut will need a side action, have you budgeted for that? This surface finish isn't achievable at this tolerance. What looked like a product that was nearly ready turns out to need significant redesign before a factory will touch it.
This is one of the most common and most expensive moments in physical product development. And almost all of it is avoidable, if design for manufacture is built into the process from the beginning, not bolted on at the end.
This guide explains what DFM is, why it matters more than most founders realise, and what it looks like when it's done properly.

Why DFM failures are so expensive
The reason DFM matters so much comes down to when problems are discovered.
If you catch a design issue at the concept stage, fixing it costs almost nothing. A conversation, a sketch revision, a new CAD iteration. If you catch it during tooling, after a mould has been cut, you're looking at potentially tens of thousands of pounds in rework, and weeks of delay. If you catch it in production, when you're already rejecting parts, the costs are higher still.
This is sometimes described as the rule of ten: each stage of development multiplies the cost of fixing a mistake by roughly ten. A problem that costs £100 to fix at concept stage costs £1,000 at prototype, £10,000 at tooling, and £100,000 or more if it reaches production.
The other cost of poor DFM is less visible but just as damaging: the cost of compromised quality. A product that's difficult to manufacture consistently will have higher rejection rates, more field failures, and greater warranty claims. Those costs compound over time

The most common DFM mistakes founders make
These aren't obscure edge cases. These are the issues that come up again and again, across consumer products, medical devices, industrial equipment, and everything in between.
1. Designing for the prototype, not for production
A prototype can be made from almost anything, using almost any method. CNC machining, SLA printing, hand-finishing, a skilled modelmaker can produce something that looks and feels exactly like the product you imagined. The problem is that none of those methods are the same as injection moulding, die casting, or sheet metal fabrication at scale.
Features that are straightforward to machine, deep pockets, sharp internal corners, complex undercuts, may be impossible or prohibitively expensive to tool for mass production. If your design was validated on a machined prototype, it needs to be re-evaluated through the lens of your intended manufacturing process before tooling begins.
At Flynn, we always design with the end process in mind. That doesn't mean prototypes are useless, they're essential for validating form, fit, and function. But they're a test of the concept, not a preview of the production method.
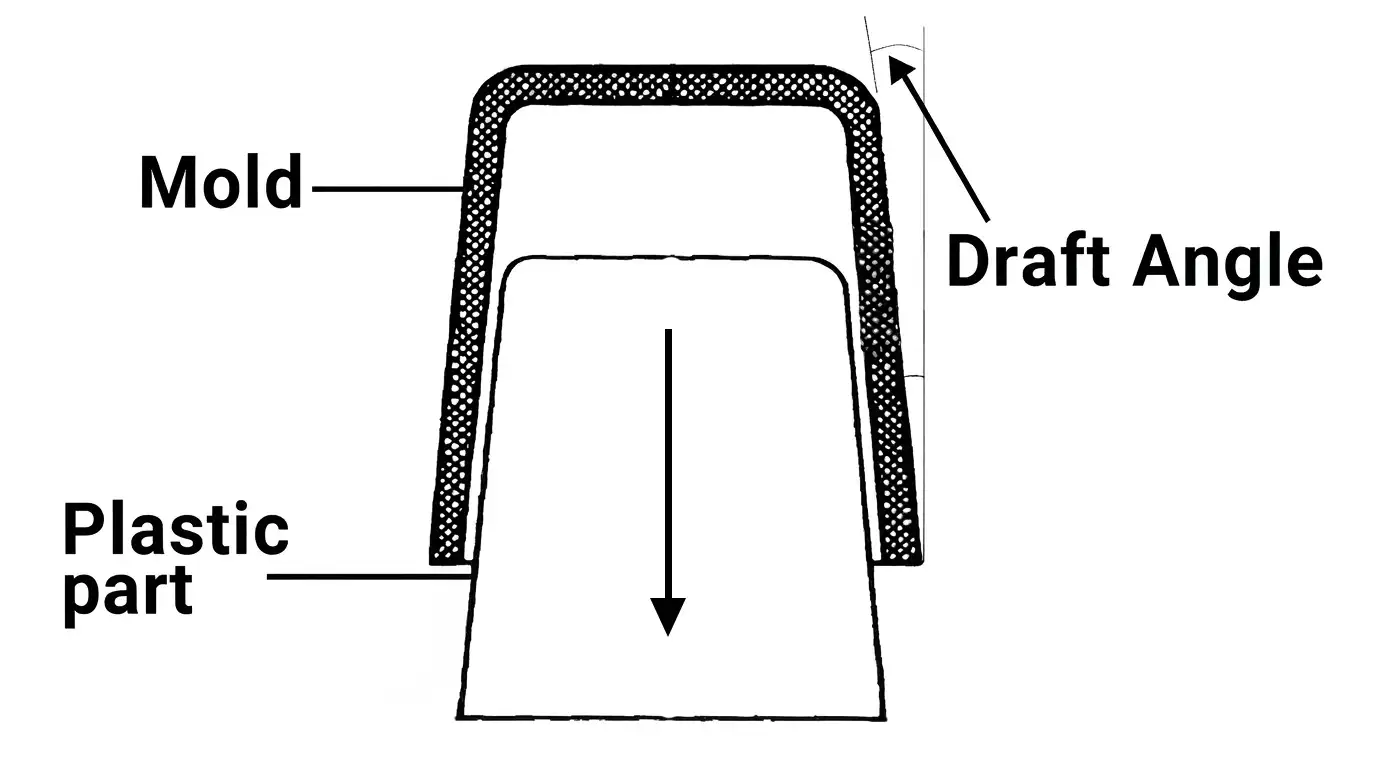
2. Ignoring draft angles
Draft angles are small tapers applied to vertical surfaces on a moulded part, allowing it to release cleanly from the mould. Without adequate draft, parts stick, surfaces tear, and you get cosmetic defects that are impossible to fix without redesigning the tool.
As a rule of thumb, most injection-moulded parts need a minimum of one degree of draft on non-textured surfaces, and two to three degrees where texture is applied. These are small changes to geometry but they have to be planned from the outset, adding draft to an existing design often changes the visual language of the product in ways that aren't acceptable.
This is one of the places where the tension between aesthetics and manufacturability is most acute. Getting it right requires designers and engineers to be working from the same model from day one.
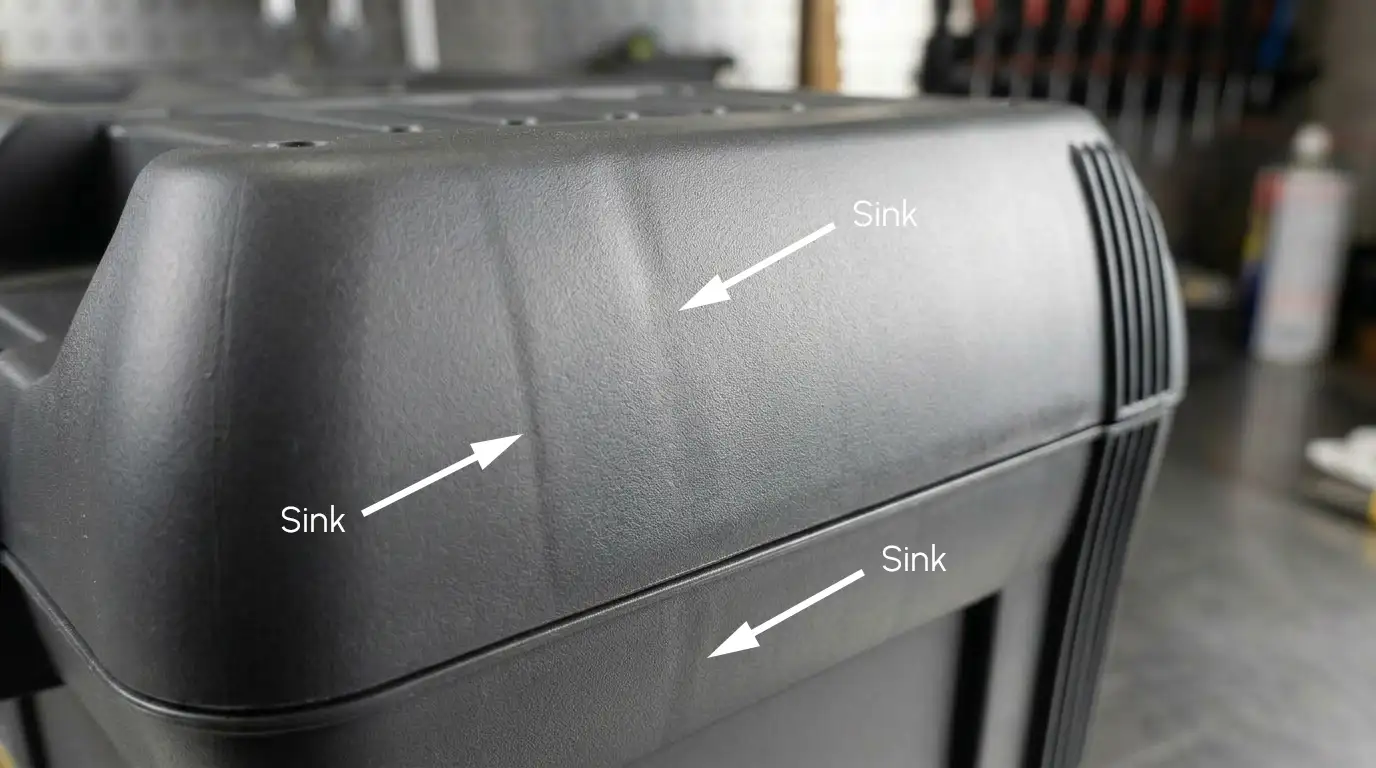
3. Wall sections that are too thick or too uneven
Injection moulding works by pushing molten plastic into a cavity and allowing it to cool under pressure. If your wall sections are uneven, thick in some areas and thin in others, the material cools at different rates, which causes warping, sink marks, and dimensional inaccuracy.
As a general guide, wall thickness should be consistent throughout a moulded part, typically between 1.5mm and 4mm depending on the material. Where thick sections are unavoidable, around bosses, ribs, or attachment features, there are design strategies that allow you to achieve the structural performance you need without creating cooling problems.
This is an area where material selection and geometry are tightly linked. Getting it wrong is expensive; getting it right requires experience with how different materials behave under realistic production conditions
4. Undercuts that require complex tooling
An undercut is any feature that prevents a part from releasing straight from the mould, a groove, a recess, a side hole. Undercuts aren't impossible to accommodate, but they require additional mould components called side actions or lifters, which significantly increase tooling cost and complexity.
Sometimes undercuts are unavoidable and the right answer is to design the tooling to accommodate them. More often, with some creative geometry work, the same functional result can be achieved without an undercut, saving thousands of pounds in tooling and reducing the risk of tool failure over time.
Identifying undercuts early is straightforward for an experienced team. Missing them until tooling is underway is one of the most common reasons product development runs over budget.
5. Tolerances that aren't achievable at volume
Tolerances define how much variation is acceptable in a manufactured part. Tight tolerances are achievable, but they cost more, require more careful process control, and increase rejection rates.
A common mistake is specifying tolerances based on what a precision machining shop can achieve, then expecting an injection moulding or die casting process to match them. The two are very different. Moulded parts have inherent variation from shrinkage, warpage, and tool wear. Specifying tolerances that don't account for process capability leads to high rejection rates and ongoing quality headaches.
The right approach is to understand which interfaces are genuinely critical, where parts meet, where components must align, where assembly depends on dimensional accuracy, and apply tight tolerances only there. Everywhere else, tolerances should be as generous as the function allows.
6. Assembly that wasn't designed to be assembled
How will your product be put together on the production line? By hand? With fixtures? Using automated equipment? The answer to that question should shape how parts are designed, their geometry, their orientation, the order of assembly, and the fasteners or joining methods used.
Products that are difficult to assemble reliably at scale have higher labour costs, more assembly errors, and more warranty returns. The discipline of design for assembly, often grouped with DFM, asks: can this product only be assembled one way? Are parts self-locating? Can a line worker complete assembly without special skill or judgement?
These aren't afterthoughts. They're design decisions that have to be made while the geometry is still being developed.
What good DFM practice actually looks like
DFM isn't a checklist you run through at the end of the design phase. It's an ongoing conversation between industrial designers, engineers, and where possible, your manufacturing partners, running in parallel with the design work itself.
At Flynn, here's what that looks like in practice.
From concept stage: We select manufacturing processes early based on volumes, materials, and cost targets. Every concept is evaluated not just for how it looks but for whether it's buildable using the chosen process.
During detailed design: We apply DFM principles continuously, reviewing draft angles, wall sections, and tolerance stack-ups as the CAD model develops, not after it's complete.
At design freeze: We conduct a formal DFM review before any tooling is commissioned. This is a structured check of the full model against a set of criteria specific to the manufacturing process. Issues found here are cheap to fix. Issues found after tooling is not.
With manufacturing partners: We work with trusted suppliers who are willing to give early feedback on designs before tooling begins. A good supplier relationship is one where the manufacturer is a partner in the design process, not just an executor of finished drawings.
The goal is to reach tooling sign-off with a design that we're confident can be manufactured consistently, at the target cost, to the required quality standard. That confidence comes from the DFM work done throughout, not from optimism

The relationship between DFM and product cost
This deserves its own section because it's consistently underestimated.
The unit cost of a manufactured product isn't fixed by the market or by your ambitions. It's determined by the decisions made during design. Material choices, part count, wall thickness, surface finish, tolerance requirements, assembly complexity, all of these feed directly into what it costs to make each unit.
DFM is one of the most powerful levers a product design team has over unit cost. Reducing part count by combining two components into one doesn't just simplify assembly, it removes a tool, reduces inventory, and eliminates a source of variation. Designing out a tight tolerance where it isn't functionally necessary reduces rejection rates and eases process control.
These aren't marginal gains. In a physical product business, the difference between a 30% gross margin and a 50% gross margin can come down to decisions made at the design stage. And those decisions are much harder to change once the product is in production.
Founders who think about DFM as a cost are missing the point. DFM is the mechanism by which you control cost. Done well, it's one of the highest-return activities in the entire development process.
When to involve a product design consultancy
The honest answer is: earlier than most founders think.
The most valuable thing an experienced consultancy brings to DFM isn't knowledge of specific manufacturing processes, though that matters. It's the pattern recognition that comes from having seen the same problems across dozens of different products in different sectors. The consultancy that's seen ten injection moulding projects fail for the same reason is much better placed to stop your project failing for that reason too.
If you're at the concept stage and thinking about whether you need DFM expertise, the question to ask is: have I validated not just that people want this product, but that it can be made, at volume, at cost, to quality? If the answer isn't a confident yes, that's where the conversation starts.

Frequently asked questions
What does DFM stand for?
DFM stands for design for manufacture (sometimes written as design for manufacturability). It refers to the practice of designing products with the manufacturing process in mind, to reduce cost, improve quality, and avoid problems during production.
When should DFM happen in the product development process?
DFM should be considered from the very beginning of the design process and continue through to production sign-off. The earlier manufacturing constraints are considered, the cheaper and easier they are to address.
What is the difference between DFM and DFA?
DFM (design for manufacture) focuses on how individual parts are made. DFA (design for assembly) focuses on how parts are put together. In practice the two are closely related and are often considered together under the umbrella of DFMA.
How much does poor DFM cost?
The cost depends on when problems are discovered. Issues found at the concept stage are cheap to fix. Issues found after tooling has been commissioned can cost tens of thousands of pounds to rectify and cause significant delays. In the worst cases, poor DFM can make a product commercially unviable.
Do I need a specialist consultancy for DFM, or can a manufacturer advise me?
A good manufacturer will flag obvious DFM issues with your design, but they're not a substitute for a consultancy that has considered DFM from the start. Manufacturers review designs against what they can make; a consultancy shapes the design so that it's optimised for manufacture before it reaches the manufacturer.
Flynn Product Design is a top product design consultancy based in the UK. We work with founders, brand owners, and businesses developing manufacturable products, from initial concept through to production-ready design. If you're at any stage of that process and want to talk through your project, get in touch.


